Brewing with Wheat
The history of brewing is a story of barley. Although “beer” can be brewed from any malted grain, the structure of barley has always been like a gift from Providence: the perfect grain for malting, mashing, and brewing. Through the centuries, however, other cereals have been used in conjunction with barley, frequently for economic reasons. In many cases these grains have placed their special stamp on brewing, creating distinctive beer styles.
The staple grain of Europe is wheat. While its primary function has been the production of bread and pasta, wheat has also found its way into the creation of distinctive beers. The early weissbiers astounded drinkers with their pale color (they were “white” beers while others were “brown”), and many craft brewers offer wheat beers as their palest selection today. Belgian brewers seemed to have a particular affinity to wheat, which lends some of the special quality to lambics and witbiers. Even British brewers use wheat as a secret ingredient in their ales.
Brewers use wheat along with barley because of wheat’s soft, crisp flavor – a special quality that works well as a background for additions of berries and other fruits. Beer drinkers seem to love the “natural” quality of wheat beers, which are often hazy with proteins and offer a distinct contrast to the brightly filtered “industrial” brews. Something about wheat lends itself to summer-time refreshers, whether they be Bavarian weissbiers, Belgian witbiers, or American wheat beers.
Wheat is What?
For most brewers malting barley is simply a choice of two-row or six-row. Wheat, on the other hand, is subject to a bewildering array of terms.
Wheats are defined as “hard” or “soft,” which refers to the kernel’s texture. “A hard wheat kernel requires greater force to cause it to disintegrate than does a soft wheat kernel. The flour obtained from a hard wheat kernel has a coarser particle size than does flour from a soft wheat kernel,” notes “Soft Wheat Products,” a publication of the American Association of Cereal Chemists.
Clear enough, but things are never so simple: The terms are not used worldwide. In Western Europe the term “hard” wheat refers to durum wheats, which are grown for pasta production. “Soft” wheats are any cultivars of a common genus, Triticum aestivum. Elsewhere, the terms are understood to mark distinctions within T. aestivum.
Generally speaking, hard wheats have the higher protein content, and their flour is used for bread. Soft wheats, which mill to a finer particle size, are used for cakes and cookies.
Wheats are also defined as “red” or “white,” the color of the seed coat. In the US red wheats (usually hard red wheats) are grown throughout the Great Plains states. In the UK, with its damp climate, only red wheats are cultivated. Both white and red wheats are grown on the European continent.
Finally, wheats are defined by the season in which they are sown (not harvested): Spring wheats are planted in the spring, winter wheats in the late summer or fall. Most modern soft wheats are winter wheats, which have lower protein levels than spring wheats.
The needs of the brewing industry control farm production of barley, but since almost all the wheat grown in the world ends up in bread, cakes, cookies, or some form of noodle, the brewer’s needs are simply not a concern. For the most part brewers work with what they have.
Barley and Wheat
The most striking physical difference between barley and wheat is that wheat lacks barley’s familiar husk. The kernel is also a different shape — more rounded than barley, with a pronounced groove. Chart 1 illustrates the essential differences in composition. Wheat is significantly lower in cellulose and lipids, and higher in protein and starch than barley.
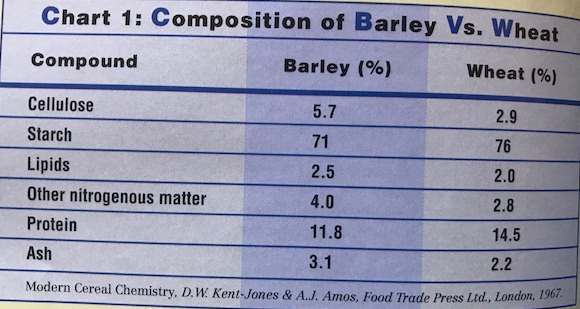
The varying protein level is the most significant difference. For one thing, wheat offers higher yields. Typical pale malt extracts run from 80 to 83 percent, while wheat malt extracts run from 84 to 88 percent.
The higher protein levels of wheat greatly enhance its contribution to foam stability – which means a better, longer-lasting head on the beer – and increase the beer’s mouthfeel (its sensation of fullness in the drinker’s mouth). The downside, and there always seems to be a downside, is that the higher protein levels can create problems in the brewhouse and make the beer hazy. Filtering out the haze can lessen the finished beer’s stability.
Not only are the levels of proteins different between barley and wheat, but the proteins themselves are different. Glutens, which are so critical to the formation of a good bread loaf, are virtually non-existent in barley yet make up 80 percent of wheat proteins. These high-molecular-weight proteins, which allow a loaf to stretch and then hold its shape, are the same proteins that can build a dense head in beer.
Wheat Malt
Most brewing wheat has been malted. Just like barley malt, the grain is steeped in cold water, allowed to germinate, then carefully dried (kilned). In the malthouse the brewer takes up where the maltster left off, continuing the process that allows the natural enzymes to break carbohydrates down into simple sugars for fermentation.
Traditionally, the weissbiers (“white” beers) of Bavaria have been brewed with up to 60 to 70 percent wheat malt, combined with 30 to 40 percent barley malt. In the US many (most?) craft breweries make at least one wheat beer, with a lower portion (40 to 50 percent) of malted wheat. And in England it is not unheard of to add a portion (up to 20 percent) of wheat malt to the grist to add to the beer’s head retention.
The physical and chemical differences between barley and wheat make malting the wheat a difficult proposition. Because wheat lacks the thick barley husk, it absorbs water more quickly, and steeping times are shorter. The grain also reaches modification more quickly than barley, but wheat malt is relatively less modified than barley malt. Kilning is done at lower temperatures than for barley, yet the higher protein content assures a slightly darker color, even in the palest wheat malt.
The Germans produce dark wheat malts, intended for dunkelweizens and weizenbocks, although this is not a common ingredient here in North America. Years ago, homebrewers in the Portland, Ore., area were given a supply of roasted wheat malt, a strange ingredient indeed. It would probably have a considerable novelty appeal to today’s adventurous homebrewers.
Most weissbiers are brewed with decoction mashes, intended to break down the heavy proteins so that they don’t clog runoff from the lauter tun or produce an undesirable chill haze, and to increase the available amino acids. The decoction mash also increases malt flavor and heightens color. The malts are mashed in at 95° to 99° F and then raised to a suitable protein rest (indeed, some weissbier brewers use a staggered protein rest at slightly different temperatures to encourage different enzymes).
Like decoctions, step infusions are useful in precipitating the proteins so that they become evenly distributed throughout the grain bed. As in the decoction mash, the process will
benefit by a low mash-in temperature and a substantial protein rest. Single infusions, however, can create a dense layer of precipitated protein on top of the grain bed that can interfere with lautering.
At lower percentages (5 to 20 percent) of the grist, wheat malt can be added to any number of beer styles — including British ales — to enhance the head retention without clarity problems. This is true even with a single infusion, although the barley malt should be well modified. In fact “the use of wheat malt at up to 20 percent of the total grist has been claimed to strengthen the yeast, and improve the clarity and head retention of the beer,” according to Malting and Brewing Science, the classic brewing text.
Barley husk is a crucial element in mashing, as it provides a natural filter bed during lautering and run-off of the sweet wort. Since wheat has no such husk, grists with a high percentage of wheat malt may require special effort.
One solution is to wet the barley malt before milling (not a bad idea at any time, as long as the crushed grain is going directly to the mash tun) so that damage to the husk is minimized. In any case problems with set mashes (in which the flow of wort from the lauter tun slows to a trickle) can be reduced through several methods. Lautering should be slower than normal, and it’s valuable to have water above the false bottom before the grain is put into the lauter tun. In the weissbier brewery the grain bed is frequently (or even continuously) cut with rakes, and the homebrewer can follow a similar procedure with a knife or paddle. Shallow grain beds, rather than deep, will help keep the bed from packing down.
At least one commercial brewery has used spent, whole hops from previous brews as the filter bed in the lauter tun for a wheat beer – a solution that may not be practical at home. One homebrewer has suggested the use of flavor-neutral rice hulls, mixed into the grain bed, to substitute for the missing barley husks.
Raw Wheat
Just as malted wheat is crucial to Germany’s wheat beers, unmalted, raw wheat is essential to several Belgian styles. Raw wheat produces beers less sweet and full bodied than those made with malted wheat, making it an excellent choice for the more crisp and refreshing styles. At least one microbrewery has used raw wheat in its version of an American wheat beer.
Up to 40 percent raw wheat is used in lambic beers, along with pale malt. The mashing processes vary from brewery to brewery and are wildly different from “normal” procedures. The wort is never as clear as most brewers would demand (rather it is “turbid”), and the wort composition is very different from standard worts. Lambic brewers formerly used wheat chaff to build a filter bed and enhance lautering. As hard as it is to imagine lambic brewers changing with the times, this practice has apparently faded away.
Witbier, the Belgian version of “white” beer, is likewise made from unmalted wheat (50 percent) and malted barley (along with an occasional addition of oats). Witbiers can be brewed from step infusion or decoction mashes, but long protein rests (45 to 60 minutes) are necessary to allow any lautering at all. Care is taken so that some proteins remain to provide the defining golden haze.
Raw wheat creates special problems in milling because the kernel is extraordinarily hard. For this reason soft wheats are definitely an advantage. A good roller mill is essential, and an adjustable mill may be necessary to ensure that the crush is correct. If the proportion of raw wheat is to be very high, it’s important not to pulverize all the wheat into powder but to achieve a good balance of grits and flour.
Flaked Wheat
Flaked wheat can be a useful substitute for raw grain. While it retains much of the special character of the raw product, flaked wheat is much easier to handle, primarily because it requires no milling. Like flaked barley, maize, and oats, it can be added directly to the barley malt in any mash. It is, however, much more expensive than raw wheat. Like raw wheat, it’s especially suitable for drier, crisper beers than for Bavarian-style weissbiers.
Wheat Flour
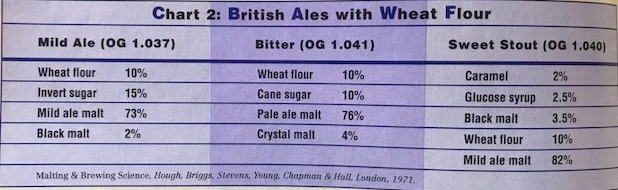
While its use is virtually unheard of in the US, wheat flour has been an acceptable brewing addition in the UK. Soft wheat flour, with its relatively lower protein, is preferred (homebrewers might try cake flour). In order not to interfere with good lautering, it should be well mixed with the crushed malt. At preparations of about 10 percent of the grist, it is an inexpensive method of enhancing head retention in British-style ales.
Wheat Extract
Malted wheat is available to homebrewers in syrup form, either blended with barley malt or as pure wheat malt extract (how do they do that?). Using extract, of course, means that a brewer could produce a wheat beer that was 100 percent wheat, although adding a mini-mash of crushed grains always seems to improve extract-based beers.


