Bottle Filling Station
Ever since my brother Brenton and I moved from bottle conditioning to kegging, bottling has become associated with foam volcanos and sticky floors. Since the beer is carbonated it made bottling a little tricky. With the recent expansion to 20-gallon (75.7-L) batches something had to change if we wanted to continue bottling our homebrew. One of our goals in this upgrade was to make as many aspects of our brewhouse semi-automated and more efficient.
This is when the idea of a miniature bottling line was born. We needed something easy to operate, with a compact design and durable material. Thankfully, my brother Brenton has taken the role of Lead Cooper in our brewery. A Cooper is the maker and repairer of all machines, systems, and vessels in a brewhouse. He’s the guy who says “hold on, I can make something for that.” Two weeks later BOOM! With ingenuity we are slowly automating our entire homebrew setup.
After doing some research on commercial bottling systems, we tried to incorporate a few of those design elements into our version. Each commercial system purged and filled multiple bottles without any foam. They all move vertically as the new bottles move into place. This was a bit of a design challenge trying to make the filling components move up and down instead of having the bottom platform adjusting each time you fill a bottle. The advantage here is you do not have to adjust for each bottle. The system stops when it meets resistance from the bottle allowing for any size bottle to be placed in line for fill at anytime. We also wanted it to work off a table top and not require mounting so it can be easily put away when you are finished. After several trips to the hardware store and our local metal shop, we started to build.
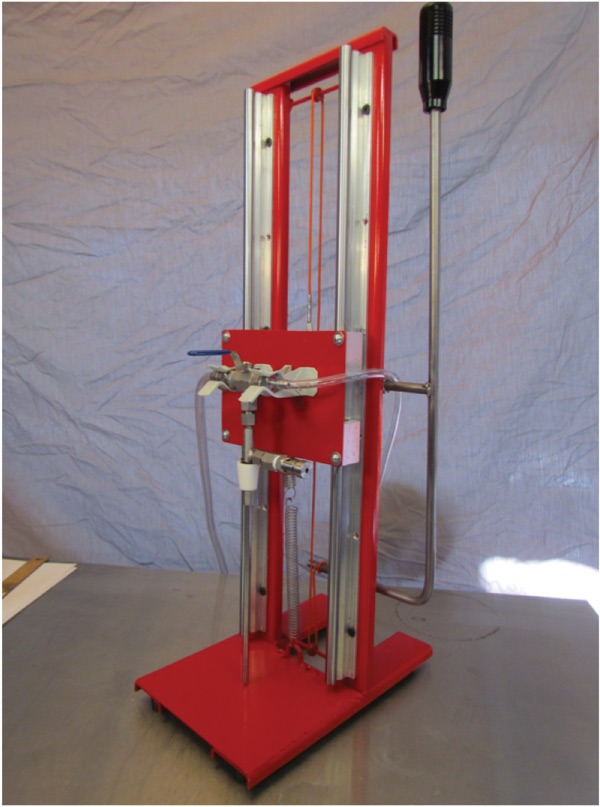
The bottle filling station is based around a counter-pressure bottle filler, which can be purchased from many homebrew shops. The basic framework for this operation allows for the bottle filler to be mounted onto a sliding rail system. The slide moves up and down to fit any bottle. If you change out the bung you can fill growlers too. The spring loaded handle maintains a constant seal which keeps the CO2 in solution. After purging the vessel of oxygen, fill it with delicious homebrew.
After making the first concept model we invited some friends over for our next brew day to see if the filler was intuitive enough for anyone to use. If our friends are anything like your friends, they are much better at consuming the beer than helping make it. The bottler was a hit and most of our friends are now competing for the bottling position on brew days.
Alright enough talk, let’s do this!
Tools & Materials
TOOL LIST
Welder
Magnetic welding assistants
Cut-off wheel
Drill or drill press
Measuring instruments
Tap and die set
PARTS LIST
1 ft. (31 cm) of 1 in. (25.4 mm) wide C bar metal stock
6 ft. (183 cm) of 2 in. (51 mm) wide C bar metal stock
4 mm round bar stock (pulley shaft)
1⁄16 in. (1.6 mm) round stock (L bracket)
4 ft. (122 cm) of 3⁄8 in. (9.5 mm) round stock (lever)
1.5 mm deep V-pulleys (4 mm ID x13 mm OD x 6 mm width)
5 ft. (152 cm) of 1⁄16 in. (1.6 mm) stainless steel cable
6 in. (15 cm) medium duty spring (8.5 lbs./3.9 kg working load)
16 gauge sheet metal. Enough to make 5 in. X 7 in. (12.7 cm X 17.8 cm) and 6 in. X 7 in. (15.2 cm X 17.8 cm) squares
D loop rope attachment
Rail system: 12 mm X 500 mm shaft, 12 mm slide blocks, 12 mm slide bearings
Automotive-style stick shift handle
1⁄4 in. (6.4 mm) – 20 nuts and bolts
3⁄8 in. ID X 1⁄2 in. OD (9.5 mm ID X 12.7 mm OD) flanged brass bearings
1⁄2 in. ID X 7⁄8 in. OD X 2 in. (12.7 mm X 22.2 mm X 51 mm) bushing
(2) Spring loaded broom holders (holds the counter pressure bottler)
Counter-pressure bottle filler


