Lagering
Understand and control secondary fermentation and maturation

Inspired by Mr. Wizard’s answer to one of my questions published in the May-June 2021 issue of BYO (https://byo.com/mr-wizard/alternative-lagering-carbonation-method/), I started my quest to understand what is behind terminology like primary and secondary fermentation, lagering, spunding, maturation, and flavor development.
First, I participated in Siebel´s Concise Course in Brewing Technology. I followed that by completing a diploma in craft brewer education at the Scandinavian School of Brewing in Copenhagen. My project for the latter brewing school was about understanding the conventional process of secondary fermentation and maturation as done in historic and present-day Germany and Eastern Europe.
The conventional, traditional process is carried out with the presence of yeast, opposite of some modern maturation processes carried out without the presence of yeast where, during the latter, the maturation is restricted to a very short period (less than seven days) and low temperature (29 °F/-2 °C). Theoretically a maturation process without the presence of yeast will unlikely promote chemical changes that would influence flavor (EBC manual GP FM, 2000).
In this column, we will discuss the conventional process, i.e., with the presence of yeast and where primary fermentation and maturation are done in separate vessels. For brewers looking to achieve high levels of complexity and flavor development in their beers, I feel the traditional method is the superior method to attain those goals. I will cap the discussion by presenting a guideline that allows us homebrewers to apply similar processes at home (Table 1 below).
Background Info
Fermentation is often defined in two different phases: Primary fermentation aims for partial fermentation of the many sugars present in the extract of hopped wort. When completed, primary fermentation yields what is known as “green beer” or “young beer”(G.Basařová et al., 2017, p. 339).
Theoretically a maturation process without the presence of yeast will unlikely promote chemical changes that would influence flavor.
Secondary fermentation (and maturation) for lagers aims to slowly ferment carbohydrates at a low temperature while carbonating and fixating the beer with carbon dioxide. At the same time, the beer becomes clear and matured (G. Basařová et al., 2017, p. 366).
Beer Development in Secondary Fermentation and Maturation
There are a lot of chemical changes that occur while lagering beers in the presence of yeast, more than many realize. Young beer that is transferred into the secondary vessel contains, in addition to cold break, approximately 10 to 15 x 106 yeast cells per mL. This will eventually drop down to 0.2 to 0.5 x 106 yeast cells per mL for flocculent yeast. Powdery yeast will have a slightly higher end concentration from 1 to 2 x 106 yeast cells per mL.
Influenced by time and temperature, some of the cold break material will eventually settle out at the bottom of the tank, together with dead yeast cells. Yeast cells will settle — but we need to be aware of autolysis and the release of proteolytic enzymes.
- Concentration of high-weight polyphenols is reduced by 10%–20%.
- Concentration of nitrogenous compounds is reduced by 10%.
- Concentration of bitter compounds (hop-based) is reduced 3%–12%.
A series of compounds undergo a variety of changes, mainly in the second phase of maturation. Unpleasant bitter and yeast flavors are removed and those responsible for the typical bouquet and flavor of mature beer develop.
Changes in the concentration of sulfur compounds are important for producing optimal properties in beer. Concentrations of sulfur dioxide and thiols decrease during this phase. Concentration of acetaldehyde will increase a bit in the start of the secondary fermentation due to rousing and aeration resulting from the transfer. The concentration will reduce again by 20–70% in total.
Concentration of esters and higher alcohols will have a great influence of the aroma profile of the beer. Esters, within limits, have a positive effect on the sensory quality of beer. Their concentration can increase up to 100% during secondary fermentation and maturation.
Vicinal diketones, diacetyl, and pentanedione (total diacetyl) content can be regarded as a criterion for beer maturation (Kunze, 2019, p. 383). The concentration of diacetyl will decline during secondary fermentation and maturation as a function of temperature.
The temperature management during secondary fermentation and maturation should assure that the storage temperature shall not fall below 34 °F (1 °C), at least for the first two to three weeks, after which the temperature can be further lowered to 30 to 32 °F (-1 to 0 °C).
The redox capacity of beer increases, which has a positive influence on the natural colloidal stability of the beer (shelf life). Wort pH is between 5.0 and 5.6 and the beer pH is between 4.3 and 4.6. The drop of the pH is caused by several factors including:
- Organic acids formed during fermentation: Pyruvic, lactic, and succinic acids are the most important.
- Withdrawal of buffering phosphates, those we’re deriving from the malt.
- Assimilation of ammonia (NH3) from amino acids.
- Concentration of hydrogen ions (H+) has increased roughly 10 times.
Method for Secondary Fermentation and Maturation
Is there actually a standard process description for traditional secondary fermentation and maturation?
Most variables of the process are:
- Wort compositions
- Yeast characteristics
- Racking method
- Equipment used
- Spunding regime and pressure
- Temperature management
- Duration
- Use of product adjustments (CO2, N2, sulfur dioxide, color, blending, etc.)
- Use of clarification additives during the maturation process (enzyme, silica gel, PVPP, etc.)
However, the basic process principles are the same everywhere; the temperature and remaining concentrate are gradually reduced, the spunding pressure will secure carbonation and fixation of the carbon dioxide, and time will assure maturation and clarity.
Timing to Transfer
One of the critical moments is when the young beer is transferred from the primary to the secondary fermenter. As home and microbrewers often brew different kinds of beer with the same equipment, i.e., not a continuous production of the same beer, the guideline should cater for both light and darker full beers (4.5%+ alcohol by volume), however, bottom fermented.
It is important to understand when to transfer the young beer from the primary fermentation vessel into the secondary. Literature describes different approaches, of which the main two ones are:
- When the young beer contains approximately 10 to 15 x 106 yeast cells per ml (G. Basařová et al., 2017, p 369).
- The correlation between the level of extract and attenuation (Kunze, 2019, p. 413–417), where attenuation gives information about the extent of the conversion of the extract during fermentation.
Not all homebrewers have the knowledge and equipment to perform yeast counting and in addition struggle to take representative samples. Therefore, the method described by Kunze with the use of the hydrometer is the easiest for homebrewers. Another reason for selecting Kunze’s guideline is that it doesn’t require expensive laboratory equipment and related processes necessary for proper counting of yeast cells.
- Hydrometer Method — Measure extract content in the final days of the primary fermentation. The beer is ready for transfer at an extract content of 3.4 to 4 °Plato (1.014–1.016 SG) for full beers (export or Pilsners). The extract should decrease only about 0.2–0-3 °Plato (0.001 SG) in the last 24 hours. This corresponds to an apparent attenuation of about 66 to 69% (for full beers).
Although there is a difference between apparent attenuation and real attenuation, Kunze uses different sub-types of apparent attenuation when explaining the theory that determines the ready-to-transfer stage of young beer:
- Vs Apparent attenuation
- Vw Actual attenuation (or real degree of fermentation), which is 0.81 x Vs (Balling — approximately 1870)
- Vstun Apparent attenuation at the end of the primary fermentation
- Vsdischarge Apparent attenuation at the end of secondary fermentation and maturation period
- Vsend Maximum achievable apparent attenuation
The ready-to-transfer moment and the yeast content in the young beer are directly related (Kunze, 2019, p. 417) and the timing is influenced by the attenuation capacity of the yeast:
- Yeast with a low attenuation capacity (Vsend = 65 to 70%) will require that the young beer is transferred with a difference of 10–12% between Vsend and Vstun.
- Yeast with a high attenuation capacity (Vsend = 76 to 80%) will require that the young beer is transferred with a difference of 15% between Vsend and Vstun.
- In case the attenuation capacity is between 70 and 76%, it is assumed by the author that a difference of 13% between Vsend and Vstun will be sufficient.
At the same time, Kunze defines this in a different manner too (Kunze, 2019, p. 416):
- Vstun for light full beer = 66% to 74%
- Vstun for dark full and strong beers = below 60%

Estimating maximum achievable apparent attenuation (Vsend)
What percentage of the extract is potentially fermentable that will lead to maximum attenuation? Especially on small-scale brewing, the wort composition is not constant and by that the maximum achievable apparent attenuation (Vsend) will be different for each batch that we make. Therefore, it is recommended to determine the Vsend for each brew, allowing to estimate the ready-to-transfer stage as close to these guidelines as possible.
Kunze proposes to perform a fast fermentation (sometimes referred to as forced fermentation) on a small amount of the pitching wort. This will provide the brewer with the Vsend a few days before the young beer shall be transferred. This method is as follows:
- Separate 0.5 L from the cooled and clear pitching wort and take a hydrometer measure (0.3 L required) to determine the Vs, in this case also Vw as there is no alcohol in the sample at this time.
- Take 0.3 L of this pitching wort in a flask and add 3 grams of dry yeast. Close the flask with a sterile cotton cloth. If desired, a second flask can be prepared with a different kind of dry yeast for a comparison.
- Ferment at 77 °F (25 °C) – rouse from time to time (or use a stir plate).
- Take a hydrometer measurement after two days, then every 12 hours after that until extract does not drop further.
- This will give the extract at Vsend a few days before this point is reached in the actual batch being fermented.
- Use this value for further decision-making in this process.
Temperature at the ready-to-transfer moment
During primary fermentation, the maximum temperature is maintained for one or two days, after which the young beer is slowly cooled at no more than 2 °F (1 °C) per day.
Conventional primary fermentation until Vsend will take around 6 to 8 days. The transfer temperature is about 39–41 °F (4–5 °C) (Kunze, 2019, p. 413), but in practice more often 43 °F (6 °C) is used (EBC manual GP FM, 2000, p. 114).
Example – Pale, full lager beer
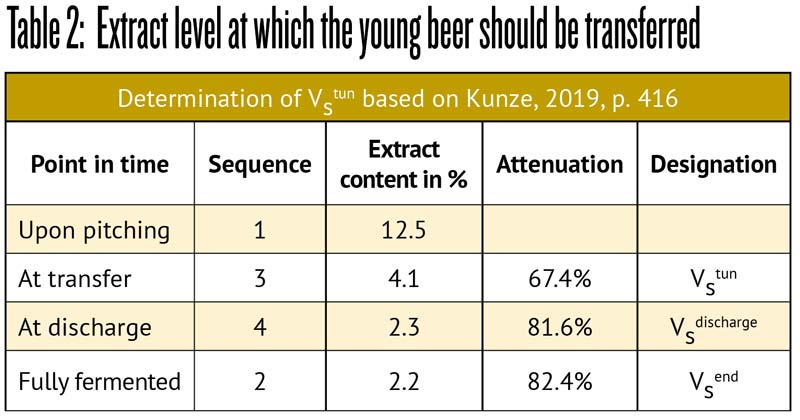
We start by pitching wort with an extract content of 12.5 °Plato (1.050 SG) and an extract content after fast fermentation of 2.2 °Plato (1.009 SG) will give a Vsend of (12.5 – 2.2)/12.5 = 82.4%. In case we would brew this pale full beer with a yeast capable to ferment with a high attenuation, the Vstun should be about 15% lower than the Vsend = 82.4% – 15% = 67.4%. Converting back to an extract level of 4.1 °Plato (1.016 SG) on which the young beer shall be transferred from the primary to the secondary fermenter at a temperature of about 43 °F (6 °C).
Table 2, below, represents this and the sequence in which the numbers are obtained by the brewer.
Fermentation temperatures and yeast considerations
Both Basařová and Kunze work with low temperatures for pitching, primary fermentation, and transfer. Most yeast manufacturers advise a fermentation temperature for lager strains in the primary of between 48–57 °F (9–14 °C), while both Basařová and Kunze work with temperatures as low as 43 °F (6 °C) for pitching, main fermentation at 46–48 °F (8–9 °C) and transfer temperature of 39–41 °F (4–5 °C) for conventional fermentation (not in large cylindrical conicals), that is.
More recently, typical peak temperatures for both lagers and ales are some 9 °F (5 °C) higher than traditional practices would dictate (EBC manual GP FM, 2000, p. 73).
Parameters to monitor during fermentation and maturation
During primary fermentation, the following parameters should be monitored for maximum control:
- Temperature
- Extract content
- pH value
The pressure in the storage vessel shall also be monitored in addition for carbon dioxide saturation and fixation. This will allow proper timing for spunding applications.
References and recommended reading:
- The Comprehensive Guide to Brewing (G. Basařová et al., 2017, p. 366–370).
- Technology Brewing & Malting (Kunze, 2019, p. 406–426).
- EBC Manual of Good Practice, Fermentation and Maturation (Anderson et al., 2000), referred to as (EBC manual GP FM, 2000).
- Lecture “Fermentation and Maturation” as provided in August 2022 by Kim J. Johansen, Master Brewer, at the Department of Food Science of the University of Copenhagen.
- BYO+ video explaining forced fermentation.
- Dark Lagers, History, Mystery, Brewing Techniques and Recipes, by Thomas Kraus-Weyermann and Horst Dornbusch.


