Preventing Diacetyl
Vicinal diketones (VDKs) are the products of normal beer fermentation within a brewery. The two VDKs that are of primary concern to brewers are 2,3-butanedione (diacetyl) and 2,3-pentanedione.
Diacetyl in a finished beer creates a slickness on the palate at low concentrations, and has a characteristic flavor that is described as buttery or butterscotch at higher concentrations. 2,3-pentanedione has a characteristic flavor that is often described as honey-like. Reported diacetyl and 2,3-pentanedione taste thresholds vary between different published references, but a taste threshold range of 0.07–0.15 mg/L (0.07–0.15 ppm) for diacetyl, and a taste threshold range of 0.9-1.0 mg/L (0.9-1.0 ppm) for 2,3-pentanedione is generally agreed upon. Although the production of VDKs during fermentation is normal, these compounds are generally considered to be undesirable in a finished beer.
Ketones are chemical groups containing a central carbon atom double bonded to oxygen, with the other two bonds connecting to two other carbon-containing molecules. A diketone is simply a molecule with two ketone groups. Diacetyl is actually the simplest possible diketone. “Vicinal” refers to two functional groups bonded to adjacent carbon atoms. In the case of diacetyl and 2,3 pentanedione, the two ketone oxygens are double bonded to adjacent carbon atoms.
Although VDKs can sometimes be produced by the metabolic activity of contaminant bacteria within a brewery (notably Pediococcus, and to a much lesser extent Lactobacilli), the most common source of (the precursors to) VDKs is from the brewing yeast.

Diacetyl is produced during fermentation as a byproduct of valine synthesis pathway. During fermentation,
yeast produce the diacetyl precursor α-acetolactate, which is an intermediate in the pathway from pyruvate
to the amino acid valine. α-acetolactate leaves the yeast cell and then undergoes oxidative decarboxylation to
form diacetyl. 2,3-pentanedione is produced by yeast during fermentation as a byproduct of isoleucine synthesis pathways. Within the isoleucine synthesis pathway during fermentation, yeast produce an intermediate called α-acetohydroxybutyrate which can then form 2,3-pentanedione.
 This figure shows a graphic representation of the pathway for production of diacetyl by yeast. Fortunately, yeast are capable of removing VDKs from the beer by additional metabolic actions that occur later in the fermentation process. Yeast take in diacetyl from the fermenting wort and, through enzymatic reduction of the ketone groups, convert diacetyl to acetoin. The acetoin may then be further reduced to 2,3-butanediol. Yeast can convert 2,3-pentanedione directly to 2,3-pentanediol. There are numerous enzymes within the yeast that are believed to catalyze these reduction reactions including diacetyl reductase, ADH1, BDH, GRE3, YPR1, OYE1, OYE2 and ARA1.
This figure shows a graphic representation of the pathway for production of diacetyl by yeast. Fortunately, yeast are capable of removing VDKs from the beer by additional metabolic actions that occur later in the fermentation process. Yeast take in diacetyl from the fermenting wort and, through enzymatic reduction of the ketone groups, convert diacetyl to acetoin. The acetoin may then be further reduced to 2,3-butanediol. Yeast can convert 2,3-pentanedione directly to 2,3-pentanediol. There are numerous enzymes within the yeast that are believed to catalyze these reduction reactions including diacetyl reductase, ADH1, BDH, GRE3, YPR1, OYE1, OYE2 and ARA1.
Both acetoin and 2,3-butanediol are relatively flavorless compounds, so the action of the yeast on the VDKs can effectively “clean up” the fermenting wort and remove the buttery/butterscotch/honey flavors that are characteristic of VDKs.
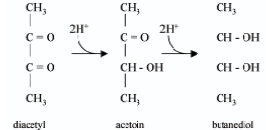 This figure illustrates the pathway for the enzymatic reduction of diacetyl to butanediol by yeast. So, yeast produce the precursor to diacetyl (and 2,3 pentanedione) enzymatically within the cell. Outside of the cell, the precursors are oxidized (non-enzymatically) to their respective VDK. The yeast then take the diacetyl (or 2,3 pentanedione) back into the cell and enzymatically convert it to a neutral molecule.
This figure illustrates the pathway for the enzymatic reduction of diacetyl to butanediol by yeast. So, yeast produce the precursor to diacetyl (and 2,3 pentanedione) enzymatically within the cell. Outside of the cell, the precursors are oxidized (non-enzymatically) to their respective VDK. The yeast then take the diacetyl (or 2,3 pentanedione) back into the cell and enzymatically convert it to a neutral molecule.
Practical implications
There are numerous factors that influence the production of VDKs by yeast. Some specific brewing yeast strains are known to produce VDKs in higher concentrations than other strains (e.g. English ale strains). Additionally, highly flocculent yeast strains will tend to settle out of the beer during fermentation and may not be available later in the fermentation process to effectively reduce the VDK compounds and precursors.
Inadequate oxygen levels during the initial stages of fermentation or too high dissolved oxygen levels during the middle-end phases of fermentation can contribute to higher VDK production by the yeast. A yeast pitching rate that is too low will also contribute to increased VDK production.
Additionally, a fermentation temperature that is higher than optimal for a particular yeast strain will lead
to production of higher amounts of VDKs. Also, since the yeast metabolic pathways for production of VDKs involve amino acids, a wort that is low in free amino acids or an un-healthy yeast that does not readily uptake amino acids from the wort will often lead to the production of higher than desired amounts of VDKs.
Using a high-quality malt with sufficient (but not excessive) free amino nitrogen (FAN) will help ensure the availability of leucine and valine within the wort.
Diacetyl rest —getting VDKs out
Unless the beer style being produced has VDKs as a part of the desired flavor profile, brewers will want to either prevent the formation of VDKs in the beer, or allow the yeast to remove the VDKs and precursors from the beer during fermentation. To allow the yeast the opportunity to do this, it is important to allow adequate time and temperature for diacetyl reduction during fermentation. This is commonly known as a “diacetyl rest.” A diacetyl rest is accomplished by allowing the fermentation temperature to remain high (for an ale) or to increase (for a lager) for 1-2 days near the end of the fermentation process. Because diacetyl reduction is slower at cooler temperatures, this is especially important when making a lager beer. Brewers who are unable to raise the temperature of a lager fermentation can simply give the beer more time at fermentation temperature before slowly lowering the beer to lager temperatures.
For a lager beer, raise the fermentation temperature from normal lager fermentation temperatures (45–55 °F/7.2–13 °C) to 65–68 °F (18–20 °C) for about two days near the end of the fermentation process. Try to begin the diacetyl rest when the beer is approximately 1.002–1.005 specific gravity points away from the targeted final gravity. After a two-day hold at the higher temperature, lower the temperature to the desired conditioning temperature for the lager.
For an ale, the fermentation temperature is usually 65-70 °F (18–21 °C), so increasing the temperature during fermentation is not really necessary. It is, however, still important to allow the beer to “rest” at this temperature for 1–2 days after active fermentation appears complete in order to give the yeast time to accomplish reduction of the VDKs. Brewers often make the mistake of quickly “crashing” the temperature of the beer after fermentation appears complete. Crashing too quickly will prevent the yeast from reducing the VDKs. Alternately, the precursors may still remain in the beer and diacetyl will “bloom” later.
For a beer made using an especially flocculent yeast strain, it might also be a good idea to rouse the settled yeast at the end of the fermentation process by briefly agitating the beer in the fermenter. This will help to re-suspend the yeast within the beer, allow the yeast to have more contact with the beer, and give more time for the precursors to react and give the yeast a better chance to reduce the VDKs that might be present within the beer.
In many commercial lager breweries, a negative test for diacetyl is required before the beer is cooled for lagering.
Conclusions
To minimize production of diacetyl and 2,3-pentanedione in your beer, do everything that you possibly can to create conditions that are favorable for a strong, rapid fermentation. Healthy yeast produce the VDK precursors, but also take up and reduce the VDKs from beer. Ensure that quality malt with an adequate, but not excessive, amount of FAN is used in the mash. Aerate/oxygenate the wort thoroughly before pitching, but do not do anything (such as racking) that would introduce oxygen from high kräusen through conditioning. Select a yeast strain that is not highly flocculent and that is known to not be a producer of high levels of VDKs. Pitch an adequate amount of fresh, healthy yeast. Control fermentation temperature to the optimal point for the particular yeast strain. Allow a period of time near the end of active fermentation for a “diacetyl rest” to allow the yeast to reduce the VDKs and precursors within the beer.


